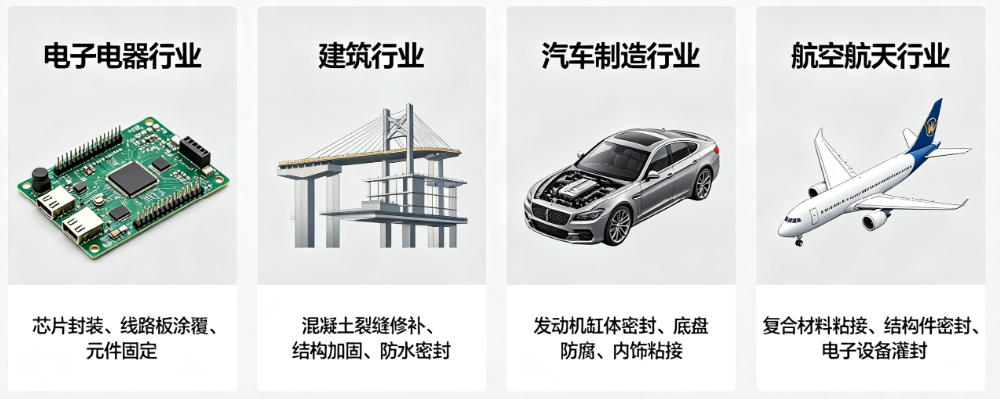
在环氧胶标牌的生产与应用过程中,受操作流程、环境因素、材料质量等影响,常常会出现气泡、脱胶、发黄、胶层不均等问题,这些问题不仅影响标牌的美观度,还会降低产品的使用寿命与合格率,给从业者带来损失。本文梳理环氧胶标牌应用中的5大常见问题,分析问题成因,并给出针对性解决方案,帮助从业者快速排查、解决问题,提升生产合格率。
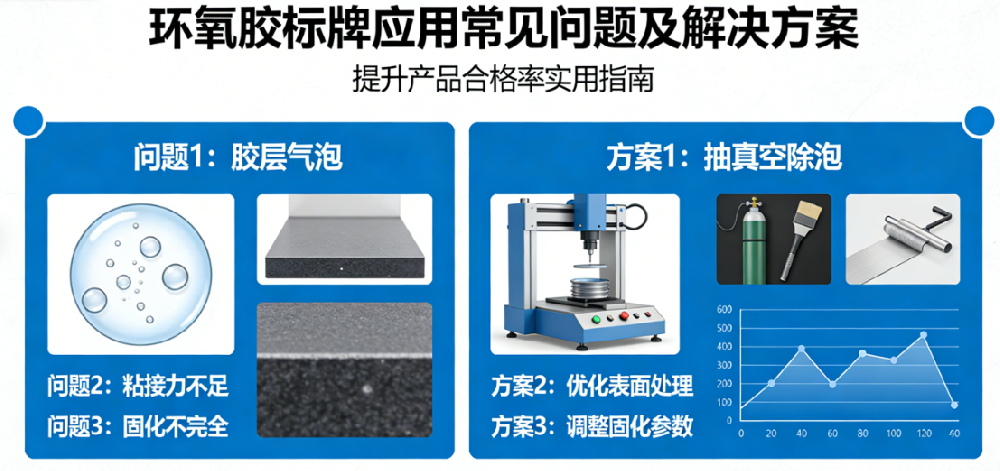
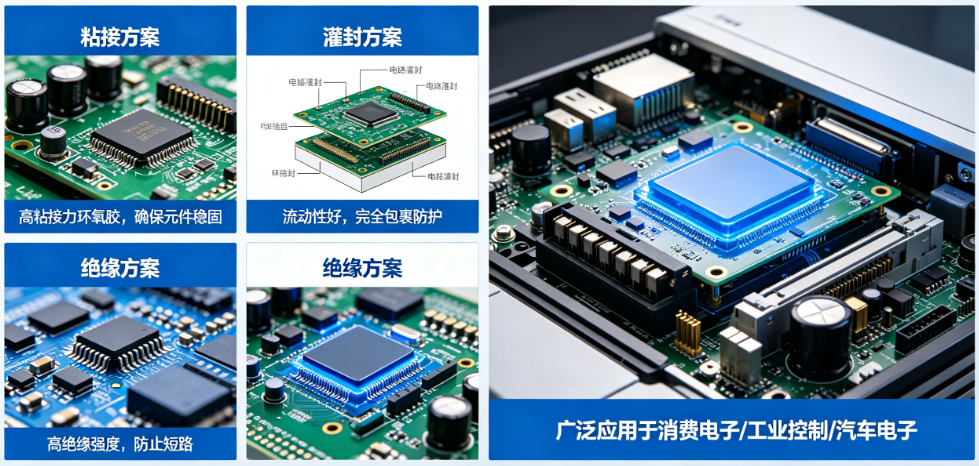
问题一:胶层出现气泡,影响标牌美观与密封性。这是环氧胶标牌应用中最常见的问题,主要成因有三点:一是环氧胶配比混合时搅拌过快、过于剧烈,卷入大量空气;二是操作环境湿度较大,空气中的水分进入胶液,固化过程中形成气泡;三是胶液粘度过低,滴胶时速度过快,空气无法及时排出;四是基材表面有油污、水分,胶液无法充分浸润,导致空气残留。解决方案:搅拌环氧胶时动作轻柔、缓慢,搅拌均匀后静置5-10分钟,自然消泡,若气泡较多,可采用真空消泡机处理;操作环境控制在湿度60%以下,避免潮湿天气施工,若无法避免,可在环境中放置干燥剂;滴胶时控制速度,缓慢滴入,确保空气顺利排出;基材表面提前彻底清洁、干燥,去除油污、水分与杂质,确保胶液充分浸润。
问题二:粘接不牢固,出现脱胶现象。主要成因包括:基材表面处理不到位,有氧化层、油污、灰尘等杂质;环氧胶选型不当,与基材不适配;胶层涂抹过薄或过厚,过薄无法充分粘接,过厚固化不完全;固化环境温度过低、湿度太大,导致固化不彻底。解决方案:严格按照操作规范处理基材表面,金属基材除锈、塑料基材去油、木质基材干燥;根据基材类型选择适配的环氧胶,避免盲目选用通用型胶黏剂;控制胶层厚度在0.1-0.3mm,确保胶层均匀覆盖粘接面;固化环境温度控制在20-25℃,湿度低于60%,若温度过低,可适当升温,延长固化时间,确保固化彻底。
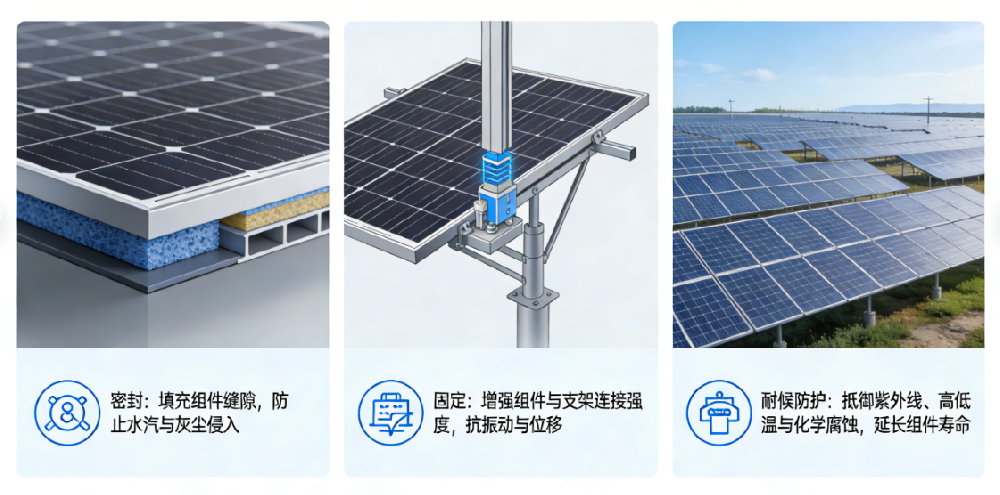
问题三:胶层发黄、变色,影响标牌视觉效果。主要成因有:选用了质量较差的环氧胶,不含抗紫外线成分,长期暴晒后易老化发黄;固化过程中温度过高,导致胶层氧化;操作环境中有灰尘、杂质,混入胶液中,影响胶层纯度。解决方案:优先选用高透明、抗黄变、耐紫外线的环氧胶,尤其用于户外标牌,需选择通过耐UV测试的产品;控制固化温度,避免高温烘烤,常温固化最佳;操作环境保持无尘,胶液调配过程中避免混入杂质,滴胶前确保模具与基材干净。
问题四:胶层不均、流挂,影响标牌平整度与美观度。主要成因:环氧胶粘度选择不当,粘度太低易流挂,粘度太高无法均匀涂抹;滴胶或涂胶时操作不当,胶液分布不均;模具不平整,导致胶液流动不均。解决方案:根据工艺需求选择合适粘度的环氧胶,滴胶工艺选用低粘度胶液,涂胶工艺选用中粘度胶液;涂胶时采用均匀刷涂或刮涂的方式,滴胶时控制滴胶量与速度,确保胶液均匀分布;提前检查模具,确保模具平整、光滑,若模具不平整,需进行打磨、校正。
问题五:固化不完全,胶层发粘、发软。主要成因:环氧胶配比偏差过大,A胶与B胶混合比例不当;搅拌不充分,胶液未完全融合;固化时间不足,或固化环境温度过低、湿度太大;胶液过期,性能下降。解决方案:严格按照产品说明精准配比A胶与B胶,混合后充分搅拌2-3分钟,确保胶液均匀透明;根据环境温度调整固化时间,常温下确保固化12-24小时,低温环境下延长固化时间或升温固化;定期检查胶液保质期,避免使用过期胶液,过期胶液需及时更换。
此外,日常生产中还需做好质量管控,每一批次产品进行抽样检测,及时排查问题,同时规范操作流程,加强操作人员培训,熟练掌握环氧胶的使用方法与注意事项,从源头减少问题的发生,提升环氧胶标牌的产品合格率与品质稳定性。